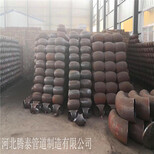
北京大口径弯头



1/6
发布时间:2022-11-05
| 面议 | |
| 1个 | |
| 不限量 | |
| 自买家付款之日起3天内发货 | |
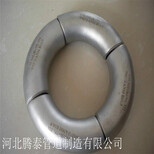
热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
不管是是什么管道,弯头的弯曲半径按1.5D计算。30°弯头的下料长度按公称直径D*1.5*0.5计算,45°按D*1.5*0.414计算,60°按D*1.5*0816计算。多年以来一直这么用的,算出来的数值去零归整。但是所使用的弯头管件是国标管件,市场的材料鱼龙混杂,如果是非标只有是实际测量了。
弯头是用于管道转弯处的一种连接管件。在管道系统中所使用的全部管件,弯头所占比例总是大的,一般在80%以上。通常,对于不同材料或壁厚的弯头需要选择不同的成形工艺,而弯头制造厂常用的无缝弯头成形工艺主要有热推、冲压、挤压等。

产品中心
相关内容推荐
联系方式
-
联系人刘海涛
-
联系电话18330736676
-
公司地址城南开发区腾泰管道
河北腾泰管道制造有限公司 > 热销产品 > 北京大口径弯头