河北腾泰管道制造有限公司
 第5年
第5年

 第5年
第5年 
第5年








多节焊制弯头就是俗称的“虾米腰”,是一种特殊的焊接制工艺弯头。它将钢管按照梯形的剖面割成多个短接,然后将多个短接有序排列并逐一进行焊接而成。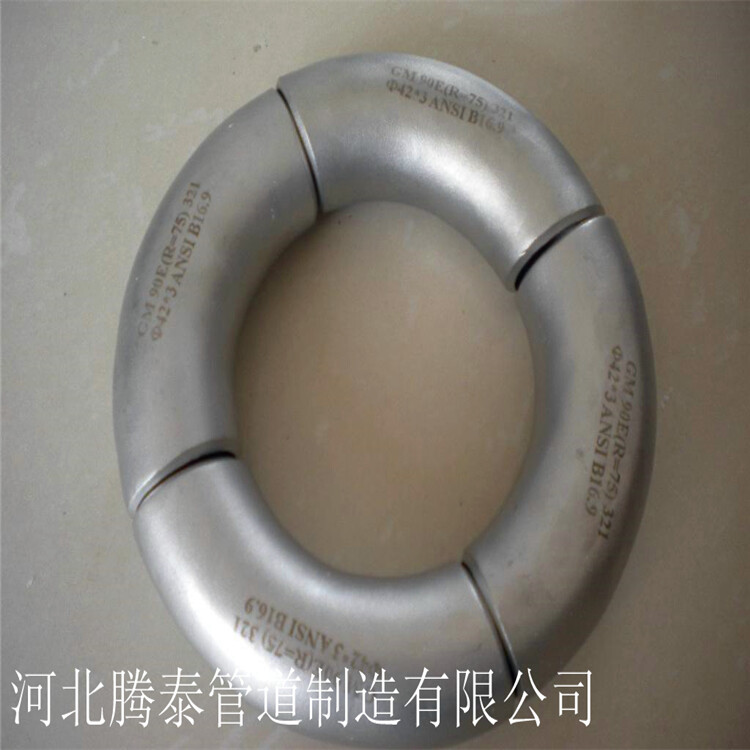
多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。
虾米腰是管件中弯头的一种,虾米腰弯头很常用,下料制造很简单,但传统方法对现在工业的大管径弯头就操作困难,且很难精度。现可利用计算机制图放样计算出各点处素线长度,然后将卷管按同样的份数等份,在素线上用计算出的长度截取线段,连接端点即可画出切割线。壁厚处理方法:放样时,先划理论切割线,然后根据壁厚确定高、低点(开出坡口后)切割线的位置,将两点连线后再计算各等分点素线的长度,在卷管上划线切割,组对后就可以所需的角度。国家标准为S02403钢制管件建筑标准。材质一般为碳钢、不锈钢及合金钢。在日常施工中,虾米腰弯头比用原管及中板焊制的弯头使用要少得多。
工艺采用自蔓延离心浇注的方法成型,主要利用物质自身化学反应,放热燃烧产生高温,在燃烧波蔓延过程中合成新物质的技术。检测时将探头垂直向对焊弯头内壁发射超声脉冲,探头接收到由管壁内表面的反射脉冲,然后超声探头又会接收到来自管壁外表面的反射脉冲,这个脉冲与内表面反射脉冲之间的路程间距反映了管壁的厚度。煨弯:指把管加工成对焊弯头,一般是指水电用金属管及电气PVC穿线管;煨对焊弯头:多指给排水的金属对焊弯头,小管径对焊弯头可以通过煨弯得到。
冲压弯头的广泛使用促使其质量在不断的完善和提高,促使其具有的耐磨性、高硬度、耐氧化、耐腐蚀性好和的耐高低温强度性能,在使用中不会产生质量问题,影响使用中的具体价值和贡献。冲压弯头在工业中的不断使用促使其不断地发展和提高,所以企业在生产冲压弯头时要具有良好的质量,提高工业中的使用价值。
时效处理:为了消除精密量具或模具、零件在长期使用中尺寸、形状发生变化,常在低温回火后(低温回火温度150-250℃)精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为稳定精密制件质量的处理,称为时效。对在低温或动载荷条件下的钢材构件进行时效处理,以消除残余应力,稳定热压弯头组织和尺寸,尤为重要。




