河北腾泰管道制造有限公司
 第5年
第5年

 第5年
第5年 
第5年








多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。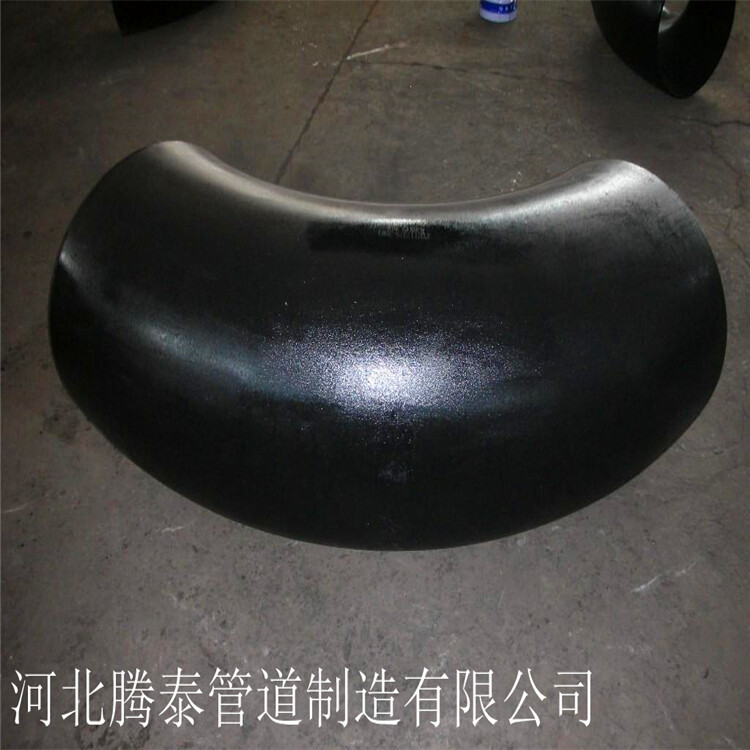
生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头,欢迎登陆网站:对焊弯头在不正确的使用中能够产生腐蚀现象,对焊弯头发生腐蚀后,通常表现为对焊弯头的管壁变薄,出现局部的凹坑以及麻点。对焊弯头在腐蚀之后的检测方法:漏磁通法检测的基本原理是建立在铁磁材料的高磁导率这一基本特性之上的。
弯头管件(flangedpipefittings)指带有弯头(突缘或接盘)的管件。它可由浇铸而成(图暂缺),也可由螺纹连接或焊接构成。弯头联接(flange,joint)由一对弯头、一个垫片及若干个螺栓螺母组成。垫片放在两弯头密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。弯头联接是一种可拆联接。